- О компании
-
Каталог
- Полупроводниковые преобразователи частоты для индукционного нагрева
- Тиристорные преобразователи частоты серии ТПЧ (100 до 800 кВт, 0,5-2,4 кГц)
- Транзисторные преобразователи частоты серии ППЧ (25 до 100 кВт, 8 до 30 кГц) с воздушным охлажд.
- Транзисторные преобразователи частоты серии ППЧ (15 до 200 кВт, 8 до 50 кГц) с водяным охлаждением
- Полупроводниковые преобразователи частоты серии ППЧ (20 до 320 кВт, 2,4 - 10 кГц)
- Пульты управления для полупроводниковых преобразователей частоты
- Услуги
- Контакты
+7 (347) 285-77-24 | info@katran.pro
Заказать звонок

|
+7 (347) 285-77-24 | info@katran.pro
Заказать звонок
|
0
|

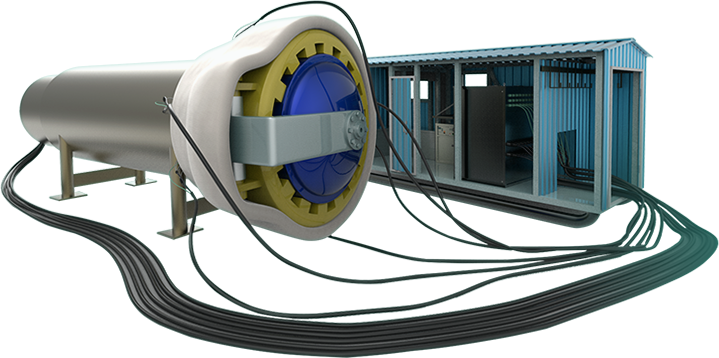








Системы охлаждения для индукционных установок






- Советуем
- Новинка
")
")


")
 НИГ")
")
Предварительный подогрев
Предварительный и сопутствующий подогрев кромок сварного стыка является одной из разновидностей местной термообработки. Данный вид термообработки необходимо проводить перед сваркой, а также для поддержания температуры кромок сварного стыка во время сварки. Температура предварительного подогрева выбирается в зависимости от марки свариваемой стали. Ее можно посмотреть в регламентирующих документах, таких как СТО, РД, РТМ, ОСТ в зависимости в какой области будет применяться свариваемое изделие. Так же необходимо знать: скорость, точность поддержания температуры, которая так же указана регламентирующих документах.
Данный вид нагрева необходим для осушения кромок сварного стыка и дегазации (процесс вытеснения молекул водорода). Исключение данной операции из технологического процесса может привести к образованию трещин и получению некачественного сварного шва изделия.
Существуют различные способы нагрева:
- газовыми горелками;
- резистивными нагревателями;
- индукционными одеялами;
В зависимости от погодных условий, вида изделия, размеров, марки стали и толщин выбирается один из предпочтительных способов нагрева.
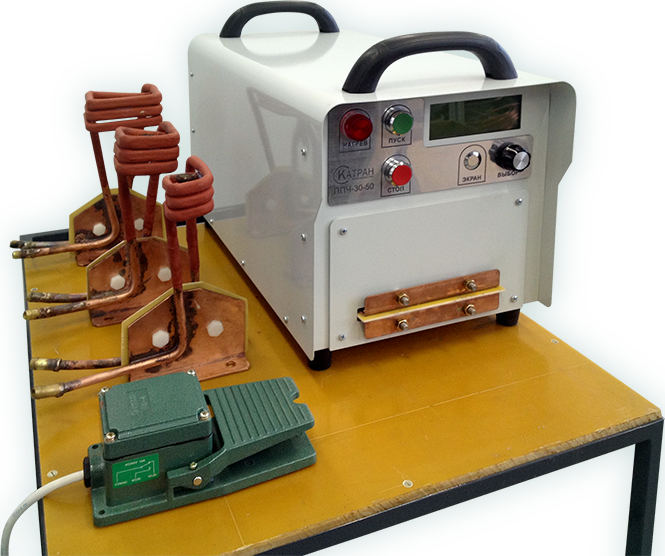
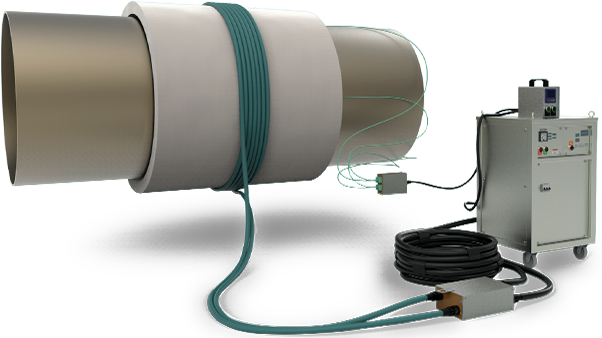
Широкое применение при строительстве магистральных трубопроводов, особенно в зимнее время, нашел индукционный способ подогрева кромок сварного стыка с применением установок индукционного нагрева ППЧ-20-10 и ППЧ-50-10. Преимущества установок: высокая скорость нагрева, высокая удельная мощность, которую можно передать в изделие, безопасность, нагрев происходит электромагнитным полем т.е. непосредственно в металле, а сам индуктор (нагревательный пояс) остается холодным, скорость монтажа на изделие. Все эти достоинства приводят к сокращению издержек и удобству в работе при строительстве магистральных трубопроводов. Например, перед автоматической сваркой кромки сварного стыка трубы диаметром 1420 нагреваются до 150°С за 2 минуты 15 секунд на установке индукционного нагрева ППЧ-50-10.
Высокая скорость нагрева
Высокая удельная мощность
Безопасность
Скорость монтажа на изделие
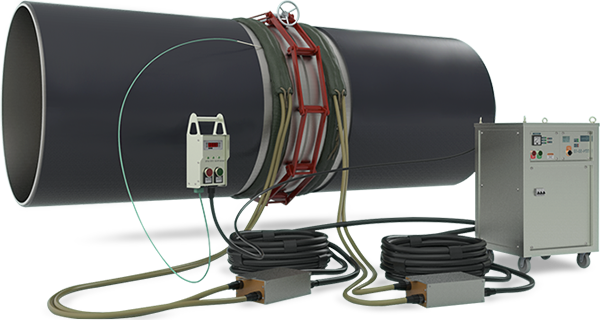
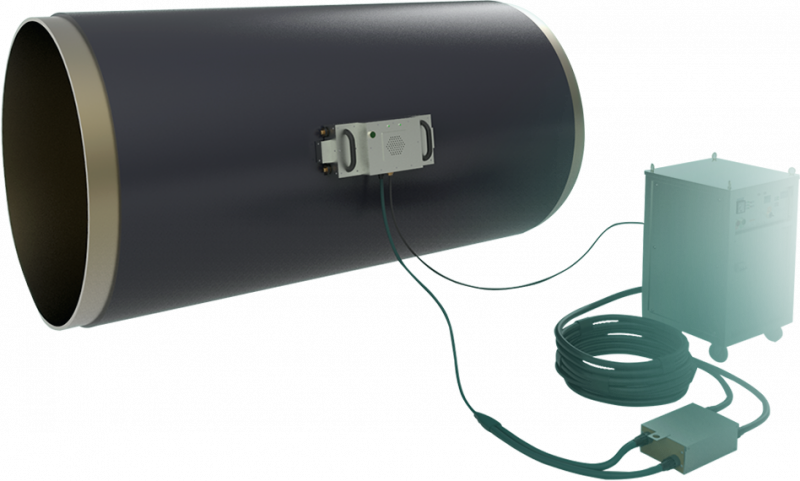
Так же индукционный способ предварительного и сопутствующего подогрева применяется при ремонте трубопроводов с использованием сварки с наружным центратором. В данном случае два индуктора (нагревательного пояса) устанавливаются слева и справа от центратора подключенных к установке индукционного нагрева ППЧ-50-10. Нагрев длится около 6-10 минут в зависимости от температуры окружающей среды, толщины и диаметра трубы.
На установках индукционного нагрева возможно проводить и другие виды термообработки сварных соединений.



Новости
Все новости
-
 24 сентября 2024Приглашаем на международную выставку WELDEX в Москве!
24 сентября 2024Приглашаем на международную выставку WELDEX в Москве!С 8 по 11 октября в Москве пройдет 23-я международная выставка сварочных материалов, оборудования и технологий!
-
 20 декабря 2022Поздравляем с Новым годом!
20 декабря 2022Поздравляем с Новым годом!Компания «КАТРАН» поздравляет партнёров и клиентов с наступающим Новым годом!
Искренне благодарим вас за то, выбрали нас и нашу продукцию,...
-
 5 октября 2021Выставка Weldex 2021с 12-15 октября 2021 г. в г. Москва, МВЦ "Крокус Экспо" павильон 3, зал 12 состоится 20-я Международная выставка сварочных материалов, оборудования...
5 октября 2021Выставка Weldex 2021с 12-15 октября 2021 г. в г. Москва, МВЦ "Крокус Экспо" павильон 3, зал 12 состоится 20-я Международная выставка сварочных материалов, оборудования... -
 15 мая 2019Международная выставка «Оборудование, приборы и инструменты для металлообрабатывающей промышленности» - «Металлообработка-2019»ООО «КАТРАН» принимает участие в 20-й международной специализированной выставке «Оборудование, приборы и инструменты для металлообрабатывающей...
15 мая 2019Международная выставка «Оборудование, приборы и инструменты для металлообрабатывающей промышленности» - «Металлообработка-2019»ООО «КАТРАН» принимает участие в 20-й международной специализированной выставке «Оборудование, приборы и инструменты для металлообрабатывающей... -
 4 апреля 2017НОВАЯ УСТАНОВКА ППЧ-50-10 ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА СВАРНЫХ СОЕДИНЕНИЙ
4 апреля 2017НОВАЯ УСТАНОВКА ППЧ-50-10 ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА СВАРНЫХ СОЕДИНЕНИЙПредставляем вашему вниманию установку для предварительного нагрева ППЧ-50-10, разработанную на базе проверенной временем установки ППЧ-20-10....
-
 27 марта 2017УСПЕШНО ТЕРМООБРАБОТАНЫ БОЛЕЕ 660 СВАРНЫХ ШВОВ
27 марта 2017УСПЕШНО ТЕРМООБРАБОТАНЫ БОЛЕЕ 660 СВАРНЫХ ШВОВСпециалистами ООО «КАТРАН» в Московской области была осуществлена термообработка установкой резистивного нагрева ТП-6-100 (модификация ТП12-150)....
-
 1 марта 2017ДЕМОНСТРАЦИЯ ОБОРУДОВАНИЯ ППЧ-20-10 «КАТРАН» НА ЮГЕ РОССИИВ марте 2017 г. ООО «КАТРАН» осуществило демонстрацию работы двух установок ППЧ-20-10 с индукторами НИГ-820. Был осуществлен нагрев трубы Ø820х39...
1 марта 2017ДЕМОНСТРАЦИЯ ОБОРУДОВАНИЯ ППЧ-20-10 «КАТРАН» НА ЮГЕ РОССИИВ марте 2017 г. ООО «КАТРАН» осуществило демонстрацию работы двух установок ППЧ-20-10 с индукторами НИГ-820. Был осуществлен нагрев трубы Ø820х39... -
 25 февраля 2017ПОСТАВКА ОБОРУДОВАНИЯ В ОРЕНБУРГСКУЮ ОБЛАСТЬРазработан и поставлен модернизированный комплекс ТП6-100 (исполнения ТП12-150) для проведения термообработки в полевых условиях и расходных...
25 февраля 2017ПОСТАВКА ОБОРУДОВАНИЯ В ОРЕНБУРГСКУЮ ОБЛАСТЬРазработан и поставлен модернизированный комплекс ТП6-100 (исполнения ТП12-150) для проведения термообработки в полевых условиях и расходных... -
 15 февраля 2017ПОЛНЫЙ КОМПЛЕКС: ПОСТАВКА ОБОРУДОВАНИЯ ДЛЯ ТЕРМООБРАБОТКИ, РАСХОДНЫХ МАТЕРИАЛОВ И ОБУЧЕНИЕ «ОПЕРАТОРОВ-ТЕРМИСТО» феврале 2017 г. ООО «КАТРАН» осуществило поставку изготовленного оборудования – установки радиационного нагрева для термообработки сварных...
15 февраля 2017ПОЛНЫЙ КОМПЛЕКС: ПОСТАВКА ОБОРУДОВАНИЯ ДЛЯ ТЕРМООБРАБОТКИ, РАСХОДНЫХ МАТЕРИАЛОВ И ОБУЧЕНИЕ «ОПЕРАТОРОВ-ТЕРМИСТО» феврале 2017 г. ООО «КАТРАН» осуществило поставку изготовленного оборудования – установки радиационного нагрева для термообработки сварных... -
 17 января 2017ГРЕЕМ ТРУБЫ ИЗНУТРИ
17 января 2017ГРЕЕМ ТРУБЫ ИЗНУТРИОсуществлено производство и поставка установки ППЧ-25-30 с двумя индукторами для нагрева концов труб до температура 140°С. Установка позволяет...
Видео
Все видео
Наши адреса
Все адреса

О компании
ООО «КАТРАН» основано в 2007 году и специализируется на разработке, изготовлении и внедрении установок индукционного нагрева.
Основными направлениями деятельности компании являются производство и реализация следующей продукции и услуг:
- установки для предварительного нагрева сварных соединений ППЧ-20-10 и ППЧ-50-10;
- установки для термообработки сварных соединений индукционным способом нагрева серии Интерм и резистивным способом нагрева серии ТП6;
- полный спектр комплектующих и расходных материалов;
- услуги по термообработки с выездом к заказчику;
- обучение «операторов-термистов» с выдачей удостоверения;